Les cisailles sont souvent utilisées dans l'industrie de transformation des tôles. L'action de cisaillement apparemment simple contient en fait de nombreuses astuces, des étapes de réglage de l'écartement des lames aux techniques de réglage pour différents matériaux, et même la sélection des lames. En ce qui concerne la qualité de coupe, ce qui suit présentera le contenu pertinent du réglage de l'écartement des lames de cisaillement en détail sous de nombreux aspects.
Le volant de réglage de l'écartement des lames : (cisaille hydraulique à poutre oscillante)

Réglage électrique du jeu des bords de lame (cisaille à guillotine hydraulique)

Dégagement des lames de différentes cisailles
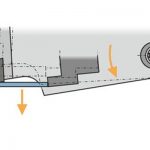
La cisaille à poutre pivotante est équipée d'un mécanisme de réglage rapide de l'écartement des lames, qui peut ajuster l'écartement des lames qui convient à la coupe en fonction de l'épaisseur et des matériaux de la plaque, et est équipée d'un tableau de paramètres précis pour la sélection de référence, et obtient une coupe satisfaisante qualité grâce à un écart de lame raisonnable. Lorsque le porte-outil tourne, l'angle de cisaillement et l'écart de cisaillement des cisailles à poutre oscillante changent.
Adoptez le guide des rouleaux à trois points, grâce à la force exercée sur le rouleau avant par le ressort papilionacé, le faisceau de coupe reste étroitement en contact avec les deux rouleaux arrière. Lors de la coupe, le système ajustera électriquement l'écartement du bord du couteau en fonction des besoins des différentes feuilles pour obtenir une meilleure qualité de coupe.

La différence dans le réglage de l'écartement des lames
La cisaille à poutre pivotante a pour fonction de régler manuellement l'écartement des lames, il suffit de tourner la poignée. Les cisailles à guillotine ont pour fonction de régler électriquement l'écartement des lames, qui peut être ajusté plus facilement et avec plus de précision via le système, ce qui est bénéfique pour obtenir une meilleure qualité de cisaillement.

| Étapes de réglage de l'écartement des lames |
| 1. Retirez la lame inférieure et nettoyez-la pièce par pièce |
| 2. La lame peut être utilisée sur les quatre côtés et le côté sélectionné est bien installé. Et vérifiez la rectitude de la lame dans les directions horizontale et verticale. |
| 3. La lame supérieure est fixe et ne peut pas être ajustée. Nous ajustons l'écart de la lame de cisaillement en ajustant la lame inférieure. |
| 4. Trouvez les vis gauche et droite de la lame inférieure pour augmenter le dégagement, généralement du côté le plus à l'extérieur. |
| 5. Trouvez les deux vis de réglage à gauche et à droite de la lame inférieure qui poussent la lame inférieure pour réduire l'espace. Il y a des écrous de sauvegarde verrouillés dessus. Généralement, à l'intérieur. |
| 6. Desserrez les quatre boulons gauche et droit de la table à lames inférieure |
| 7. La lame supérieure est abaissée à la bonne position par rotation manuelle et l'opérateur se rend dans la zone de découpe de la cisaille pour commencer le réglage |
| 8. Utilisez une jauge d'épaisseur pour ajuster approximativement à 0,5 mm de la partie inoccupée des lames supérieure et inférieure de la main gauche |
| 9. La rotation manuelle fait monter la lame en position médiane et s'ajuste approximativement à 0,5 mm. |
| 10. La rotation manuelle fait monter la lame dans la bonne position où les couteaux supérieur et inférieur ne sont pas désengagés. La position médiane est approximativement ajustée à 0,5 mm. |
| 11. Tournez manuellement la lame supérieure dans la bonne position et commencez le réglage fin. |
| 12. Utilisez la jauge d'épaisseur pour affiner la position où les lames supérieure et inférieure de la main gauche ne mordent pas jusqu'à ce que les trois fils de la jauge d'épaisseur puissent entrer dans les cinq fils. |
| 13. Tournez manuellement la lame jusqu'à la position médiane et commencez le réglage fin jusqu'à ce que la jauge d'épaisseur puisse entrer trois fils et que cinq fils ne puissent pas entrer. |
| 14. Tourner manuellement la lame jusqu'à la position où les couteaux supérieur et inférieur ne sont pas désengagés sur le côté droit et commencer le réglage fin jusqu'à ce que la jauge d'épaisseur puisse entrer trois fils et que cinq fils ne puissent pas entrer. |
| 15. Lorsque le tranchant de la cisaille est tranchant, s'il y a des bavures sur le bord de la feuille coupée, l'écart entre les lames supérieure et inférieure peut être réduit de manière appropriée. |
Problèmes courants et compétences d'ajustement des couteaux
Les plaques métalliques les plus fréquemment rencontrées sont :
1. Plaques épaisses de plus de 13 mm.
2. Plaque mince de 0,2 ~ 4 mm.
3. Planche à fleurs.
4. Plaque haute tension (habituellement utilisée en tôlerie automobile).
5. Plaque de titane
Le problème de lame le plus courant est l'écaillage ou la bosselure de l'outil. En réponse à ces problèmes, il faut d'abord déterminer l'écart entre les lames supérieure et inférieure.
Les compétences de réglage des lames
Lors du réglage de la lame, vous devez régler l'écart d'environ 2 à 3 mm plus épais que l'épaisseur de la plaque. C'est-à-dire que lorsque vous voulez couper une plaque de 5 mm d'épaisseur, vous devez commencer à ajuster à partir de 7 mm ou 8 mm, et l'ajuster lentement vers le bas, lorsque vous la découpez. La surface de coupe de la plaque montre 1/3 de surface brillante et 2/ 3 surface mate, qui permet d'obtenir le meilleur effet de coupe. Les détails sont les suivants:


Le réglage de l'écart lors de la découpe de la planche à motifs est délicat, et il doit être ajusté à partir de l'épaisseur la plus épaisse calculée à partir du point le plus convexe de la planche à motifs, au lieu d'utiliser directement l'épaisseur de la planche. De plus, couper le côté convexe du motif face vers le bas peut prolonger la durée de vie de l'outil.
De plus, le matériau de la plaque doit être pris en compte, en particulier lors de la découpe d'acier inoxydable. L'outil de coupe doit être tranchant, résistant à l'usure et résistant. Par conséquent, la lame de la cisaille hydraulique doit être discutée. Outre l'angle du tranchant du couteau et d'autres aspects de la conception et de la précision de la production, le matériau sélectionné est un facteur clé affectant la qualité de l'outil.
Produits connexes
 La différence entre la cisaille à guillotine et la cisaille à poutre pivotante
La différence entre la cisaille à guillotine et la cisaille à poutre pivotante- Fonctionnement et entretien du frein à tôle CNC
- Comment faire fonctionner la cisaille à guillotine
- L'introduction de la machine combinée de poinçonnage et de cisaillement
- Découpeuse hydraulique de tôle de cisaillement de guillotine QC12
- Réparation des pannes courantes de la cisaille hydraulique et entretien du système de circuit d'huile
- Défauts courants et méthode de dépannage pour la presse hydraulique à quatre colonnes
- Machine de cisaillement d'acier inoxydable de plaque de tôle de guillotine hydraulique
- Comment effectuer une compensation de déviation pour une cintreuse de tôle CNC
- Cisaille à guillotine hydraulique QC11Y