Afin d'éliminer les effets néfastes provoqués par la déformation du curseur, il est nécessaire de compenser la déformation de déviation du curseur. Les méthodes de compensation comme ci-dessous:
1. Compensation hydraulique
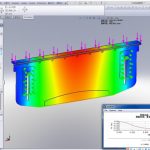
Le mécanisme hydraulique de compensation de déviation automatique de l'établi est composé d'un groupe de vérins à huile installés dans l'établi inférieur. La position et la taille de chaque cylindre de compensation sont conçues en fonction de la courbe de compensation de déviation du curseur et de l'analyse par éléments finis de l'atelier.
La compensation de renflement hydraulique de la version neutre est réalisée par le déplacement relatif entre les trois plaques verticales avant, centrale et arrière. Le principe est de réaliser le renflement par la déformation élastique de la plaque d'acier elle-même, de sorte que la compensation puisse être réalisée dans la plage élastique de réglage de la table de travail.

2. Méthode du tableau de compensation mécanique
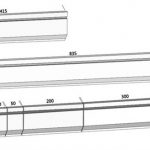
Les cales saillantes sont composées d'un ensemble de cales obliques saillantes à surfaces inclinées. Chaque coin en saillie est conçu en fonction de la courbe de déviation du bloc coulissant et de la table de travail par l'analyse par éléments finis.
Le système de commande numérique calcule la quantité de compensation requise en fonction de la force de charge lorsque la pièce est pliée (cette force entraînera la déviation et la déformation du curseur et de la plaque verticale de la table de travail) et contrôle automatiquement le mouvement relatif du coin convexe. Ainsi, il peut compenser efficacement la déformation de déviation produite par le bloc coulissant et la plaque verticale de la table de travail, et peut obtenir la pièce de pliage idéale.
La compensation de déviation mécanique est réalisée en contrôlant la position de la "pré-saillie", et un ensemble de cales est formé dans le sens de la longueur de la table de travail. La courbe avec la même déviation réelle rend l'écart entre les moules supérieur et inférieur cohérent pendant le pliage, assurant le même angle de la pièce à plier dans le sens de la longueur.

Avantages de la compensation mécanique
1) La compensation mécanique peut obtenir une compensation de déviation précise sur toute la longueur de la table de travail. La compensation de déviation mécanique a une stabilité durable, réduit la fréquence de maintenance de la compensation hydraulique (telle que les fuites d'huile) et ne nécessite aucun entretien pendant la durée de vie de la machine-outil.
2) Parce que la compensation de déviation mécanique a plus de points de compensation, le frein de tôle CNC peut obtenir une compensation linéaire lors de la flexion de la pièce pendant le travail et peut améliorer l'effet de flexion de la pièce.
3) La compensation mécanique utilise un potentiomètre pour mesurer la position du signal de retour. En tant qu'axe de commande numérique, il réalise une commande numérique et rend la valeur de compensation plus précise.
Produits connexes
 Pourquoi ajouter un système de compensation à une presse plieuse plieuse
Pourquoi ajouter un système de compensation à une presse plieuse plieuse- Presse plieuse hydraulique pour acier inoxydable
- Défaillances mécaniques courantes et maintenance des presses plieuses plieuses
- Défauts courants et méthodes de dépannage de la presse hydraulique à quatre colonnes de 100 t
- Presse plieuse tandem hydraulique
- Cintreuse CNC synchrone à axe de torsion VS synchrone électro-hydraulique
- Presse plieuse hydraulique CNC DA66T
- Machine de découpe de métal laser à fibre IPG de type fermé Board 4KW
- Moule de machine à cintrer de frein de presse de la Chine
- Combien de types de presse plieuse hydraulique