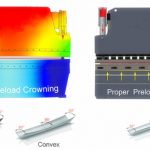
La plieuse CNC est un équipement important dans le traitement de la tôle et sa précision de travail affecte directement la précision de pliage de la pièce. Dans le processus de pliage de la pièce, la presse plieuse est soumise à la plus grande force aux deux extrémités du curseur, et la force de réaction lors du pliage de la plaque provoque une déformation concave sur la surface inférieure du curseur. La déformation de la partie médiane du curseur est la plus grande et l'angle de flexion final de la pièce La taille varie sur toute la longueur.
Workbench-pleine charge-déformation


Afin d'éliminer les effets néfastes provoqués par la déformation du curseur, il est nécessaire de compenser la déformation de déviation du curseur. Les méthodes de compensation habituelles comprennent la compensation hydraulique et la compensation mécanique, qui font que le milieu de la table de travail produit une déformation élastique vers le haut pour compenser. La déformation du coulisseau de la machine-outil assure la précision de la surface du joint d'usinage et améliore la précision de la pièce.


Tableau d'analyse des facteurs de sécurité des moules

Deux modes de rémunération
1. Compensation hydraulique
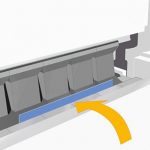
Le mécanisme hydraulique de compensation de déviation automatique de l'établi est composé d'un groupe de vérins à huile installés dans l'établi inférieur. La position et la taille de chaque cylindre de compensation sont conçues en fonction de la courbe de compensation de déviation du curseur et de l'analyse par éléments finis de l'atelier. La compensation hydraulique est la compensation de renflement de la version neutre qui est réalisée par le déplacement relatif entre les trois plaques verticales avant, centrale et arrière. Le principe est de réaliser le renflement par la déformation élastique de la plaque d'acier elle-même, de sorte que la quantité de compensation puisse être ajustée dans la plage élastique de la table de travail.

2. Compensation mécanique
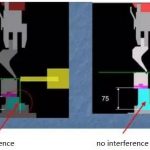
La compensation mécanique est composée d'un ensemble de coins obliques saillants avec des surfaces inclinées, et chaque coin saillant est conçu en fonction de la courbe de déviation du curseur et de la table de travail basée sur l'analyse par éléments finis. Le système de commande numérique calcule la quantité de compensation requise en fonction de la force de charge lorsque la pièce est pliée (cette force entraînera la déviation et la déformation du curseur et de la plaque verticale de la table de travail), et contrôle automatiquement le mouvement relatif des cales convexes pour efficacement compenser la déformation de déviation produite par le bloc coulissant et la plaque verticale de la table de travail peut obtenir la pièce de pliage idéale. La compensation de déviation mécanique est réalisée en contrôlant la position pour obtenir un "pré-choc". Un ensemble de cales forme une ligne dans le sens de la longueur de la table de travail. La courbe avec la même déviation rend l'écart entre les moules supérieur et inférieur cohérent pendant le pliage, assurant le même angle de la pièce à plier dans le sens de la longueur.


Produits connexes
 Défaillances mécaniques courantes et maintenance des presses plieuses plieuses
Défaillances mécaniques courantes et maintenance des presses plieuses plieuses- Moule de machine à cintrer de frein de presse de la Chine
- 4 étapes pour connaître le système E21 de cintreuse de tôle CNC
- Qu'est-ce que le couronnement de la presse plieuse
- Comment choisir le tonnage de la presse plieuse hydraulique
- De quoi sont faites les matrices de presse plieuse ? Qu'est-ce que l'outillage de presse plieuse ?
- Comment effectuer une compensation de déviation pour une cintreuse de tôle CNC
- Utiliser les compétences de la machine à cintrer CNC
- Combien de types de presse plieuse hydraulique
- Comment choisir la presse plieuse hydraulique CNC appropriée