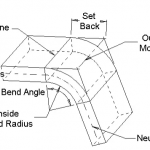
Vous avez votre presse plieuse, configurée pour plier votre matériau exactement où vous le souhaitez, à l'angle exact requis par le travail. Votre formation est en forme, vos chiffres ont été calculés et votre fidèle presse plieuse n'attend que de faire son travail.

Mais il y a une chose vitale qui est facilement négligée et comprendre comment cela fonctionne et, plus important encore, comment le configurer est vital. Nous parlons bien sûr du processus de couronnement.
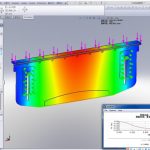
Le couronnement entre en jeu chaque fois que des pièces longues ou grandes sont pliées, il peut également être bénéfique sur les presses plieuses plus longues et plus lourdes et celles qui se situent au sommet de l'échelle de puissance. Lorsqu'une charge est appliquée pour former un coude, un certain degré de déviation se produit. Cela provoque une déformation et cela signifie que si votre pliage est précis aux extrémités, grâce au système servo-hydraulique et aux pistons aux extrémités de la poutre, ce n'est peut-être pas toujours le cas plus près du centre de votre pièce.
Ce n'est pas un cas d'erreur de l'opérateur ou un problème avec votre presse plieuse ; c'est plus un simple fait de science des matériaux et de physique. Le processus de compensation de ce phénomène est, en un mot, le couronnement.
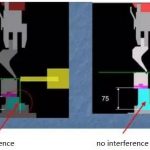
Pour assurer une courbure constante sur toute la longueur d'une pièce, un système de bombage est crucial, il peut être soit dans le faisceau de la presse plieuse, soit dans la table elle-même, soit même les deux. Il garantit que les angles au centre de votre faisceau correspondent à ceux aux extrémités, compensant cette déviation exactement là où la compensation est nécessaire. Le couronnement hydraulique a tendance à être intégré aux presses plieuses d'aujourd'hui ; il existe également des systèmes de type coin CNC qui peuvent être proposés en complément par le fournisseur d'outillage ou le fabricant de la presse plieuse.
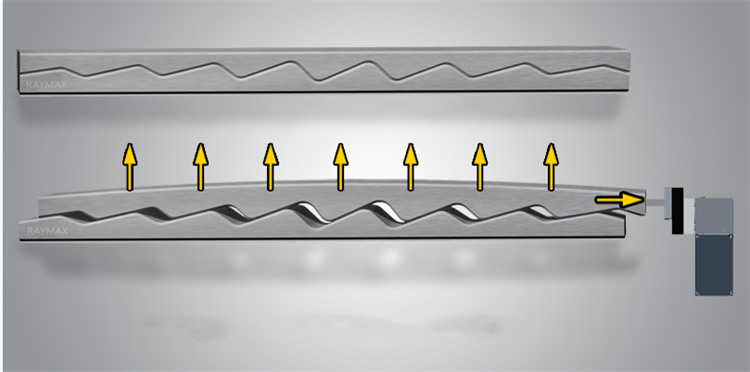
1. Chant hydraulique
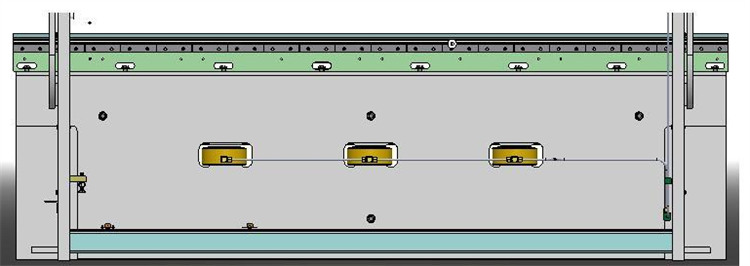
Sur le cadre de la presse plieuse, en plus d'installer deux vérins hydrauliques des deux côtés, installez un autre vérin hydraulique à deux auxiliaires au milieu de la machine. Lors de la course vers le bas, le cylindre auxiliaire se remplit d'huile liquide et descend. Pendant le processus de pliage, entrée d'huile hydraulique dans le cylindre auxiliaire, de sorte que le curseur génère une déviation vers le bas pour la compensation.
Installez le vérin hydraulique auxiliaire dans la partie inférieure de la table de travail. Pendant le processus de pliage, il génère une force vers le haut sur la table de travail, qui forme le système de bombage automatique.
Le dispositif de compensation de pression est composé de plusieurs petits cylindres à huile. comprenant un cylindre à huile, une carte mère, une plaque auxiliaire et un arbre de goupille et un cylindre de compensation est placé sur la table de travail, et un système de compensation de pression est formé avec une soupape de décharge proportionnelle.
Lorsque vous travaillez. la plaque auxiliaire supporte le cylindre à huile, le cylindre à huile soutient la carte mère. surmonte juste la déformation du curseur et de la table de travail. Le dispositif convexe est contrôlé par un système de commande numérique, de sorte que la précharge peut être déterminée en fonction de l'épaisseur de la plaque, de l'ouverture de la matrice et de la résistance à la traction du matériau lors du pliage de différents matériaux en feuille.
L'avantage du bombage hydraulique est qu'il peut réaliser la compensation de déviation pour une déformation variable continue avec une grande flexibilité de compensation, mais il existe certains inconvénients de structure complexe et de coût relativement élevé.

2. Couronnement mécanique
Le couronnement mécanique est une sorte de nouvelle méthode de compensation de déviation, qui est généralement utilisée avec une structure de coin oblique triangulaire.
Le principe est que le bloc de coin à deux triangles avec des angles, le coin supérieur se déplaçant i fixe dans la direction x. ne peut se déplacer que dans la direction y. Lorsque le coin se déplace sur la distance le long de la direction x, le coin supérieur se déplace sur la distance h sous la force du coin inférieur. qui est le principe du couronnement mécanique.
Concernant la structure de compensation mécanique existante. deux plaques de traversin sont placées sur toute la longueur sur la table de travail, les plaques supérieure et inférieure sont reliées par le ressort à disque et les bots. Les plaques supérieure et inférieure sont constituées d'un certain nombre de coins obliques avec des pentes différentes, à travers l'entraînement du moteur pour les rendre relativement mobiles, formant et courbe idéale pour un ensemble de position convexe.

Produits connexes
 Comment choisir le tonnage de la presse plieuse hydraulique
Comment choisir le tonnage de la presse plieuse hydraulique- Comment calculer la tolérance de pliage pour votre presse plieuse
- Pourquoi ajouter un système de compensation à une presse plieuse plieuse
- Foire de Canton
- Presse plieuse de 40 tonnes en Chine
- Règles de fonctionnement en toute sécurité de la presse hydraulique
- Top 10 des fabricants de presses électriques en Chine
- De quoi sont faites les matrices de presse plieuse ? Qu'est-ce que l'outillage de presse plieuse ?
- Comment choisir la matrice appropriée de la plieuse de presse plieuse
- Séquence de pliage conventionnelle et spécification d'utilisation quotidienne du moule de la machine à cintrer