Le poinçon/matrice de presse plieuse est divisé en moules supérieur et inférieur, qui sont utilisés pour l'emboutissage de tôles formant et séparant les moules. Le moule de formage a une cavité et le moule de séparation a un bord coupant. Le poinçon/matrice de la presse plieuse a une grande influence sur la précision de la pièce. Dans le processus de pliage, le moule est tout ce qui entre en contact avec la pièce.
Les matrices de presse plieuse de la machine à cintrer/presse plieuse sont en forme de L, en forme de R, en forme de U, en forme de Z, etc. La matrice supérieure est principalement de 90 degrés, 88 degrés, 45 degrés, 30 degrés, 20 degrés, angle de 15 degrés, etc. Le moule inférieur a une double rainure 4 ~ 18V et une rainure simple avec différentes largeurs de rainure, ainsi qu'un moule inférieur R, un moule inférieur à angle aigu, un moule d'aplatissement, etc.

Ultra-haute précision
Il est très important que la précision du moule affecte grandement la précision de la pièce pendant le processus de pliage. L'usure du moule doit être vérifiée avant utilisation. La méthode d'inspection consiste à mesurer la longueur entre l'extrémité avant du moule supérieur et l'épaulement et la longueur entre l'épaulement du moule inférieur. Pour les moules conventionnels, l'écart par mètre doit être d'environ ± 0,0083 mm et l'écart de longueur totale ne doit pas être supérieur à ± 0,127 mm. En ce qui concerne le moule de meulage de précision, la précision par mètre doit être de ± 0,0033 mm et la précision totale ne doit pas être supérieure à ± 0,0508 mm. Il est généralement recommandé d'utiliser des moules de broyage fin pour les plieuses électro-hydrauliques ou les plieuses à arbre de torsion, et des moules conventionnels pour les plieuses manuelles.
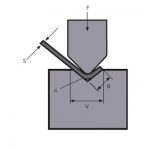
La section outil de la presse plieuse CNC comme ci-dessous :

Installation fixe automatique
La matrice supérieure est installée lorsque le curseur monte au point mort haut, et le système de serrage du moule peut maintenir plusieurs moules en place jusqu'à ce que la pression de serrage soit appliquée.
Système de serrage hydraulique
Le système de serrage hydraulique est la méthode de serrage la plus efficace. Les machines neuves et anciennes peuvent utiliser ce système de serrage, ce qui permet d'économiser du temps et de l'argent. Si la surface portante de l'ancienne cintreuse est endommagée, le système de serrage hydraulique sera le meilleur choix pour remédier aux dommages, tout en améliorant l'efficacité du serrage et de l'installation.

Serrez automatiquement en place
Lorsque la pression de serrage est appliquée, la matrice supérieure est tirée vers le haut et automatiquement pressée en place. Cela élimine le besoin de presser le moule supérieur dans le fond du moule pendant le processus de pliage.
Le choix du poinçon/matrice
Tout d'abord, déterminez l'épaisseur de la feuille à plier. Par exemple, vous souhaitez plier des plaques de 0,75 mm à 6,30 mm d'épaisseur. Ensuite, multipliez l'épaisseur de la feuille la plus fine par 8 pour estimer la taille minimale requise de la matrice en V. Dans cet exemple, une plaque de 0,75 mm est le moule minimum requis, donc 0,75 × 8 = 6. Troisièmement, multipliez l'épaisseur de la feuille la plus épaisse par 8 pour estimer la taille de matrice en forme de V maximale requise.
Principe 8 fois
C'est-à-dire que l'ouverture du moule en forme de V doit être de 8 fois l'épaisseur de la feuille. Multipliez l'épaisseur de la feuille par 8 pour sélectionner le moule le plus proche. Par exemple, une plaque de 1,5 mm d'épaisseur nécessite un moule de 12 mm (1,5 × 8 = 12 mm). S'il s'agit d'une plaque de 3,0 mm, un moule de 24,0 mm est requis. (3,0 × 8 = 24,0). Ce rapport peut fournir le meilleur choix d'angle, c'est pourquoi beaucoup de gens l'appellent le "meilleur choix". La plupart des tableaux de flexion publiés sont également centrés sur cette formule.
Règles de sélection des modèles
La règle de sélection pour le pliage de pièces en forme de L est qu'il n'y a pas de règles, presque toutes les matrices supérieures peuvent être utilisées. Ainsi, lors du choix des moules supérieurs pour un groupe de pièces, les pièces en forme de L peuvent être considérées en dernier, car presque tous les moules supérieurs peuvent les plier. Lors du pliage de ces pièces en forme de L, il est recommandé d'utiliser des moules supérieurs qui peuvent également plier d'autres pièces. Lors de l'achat de moules, moins il y en a, mieux c'est. Il s'agit non seulement de minimiser les coûts des moules, mais aussi de réduire le nombre de formes de moules nécessaires et de réduire le temps d'installation.


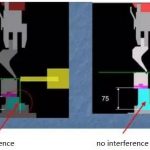
Lorsque la partie supérieure de la pièce est plus longue que la partie inférieure, une matrice à col de cygne est nécessaire. Lorsque la partie supérieure de la pièce est plus courte que la partie inférieure, toute matrice supérieure convient. Lorsque la section supérieure et la section inférieure de la pièce sont de la même longueur, une matrice supérieure à angle aigu est nécessaire. En résumé, la règle de sélection de la matrice supérieure dépend principalement de l'interférence de la pièce, c'est là que le logiciel de simulation de pliage peut jouer un rôle important. Si le système utilisé ne peut pas simuler la situation de flexion, vous pouvez utiliser le dessin avec le fond de grille pour vérifier manuellement l'interférence de la pièce du moule supérieur, comme indiqué dans la figure ci-dessous.


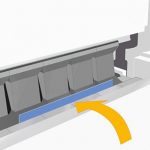
Pas de moule d'indentation
Presque tous les moules de cintreuses en forme de V typiques laisseront des marques sur la pièce, car le métal est pressé dans le moule pendant le cintrage. Dans la plupart des cas, les marques sont petites ou acceptables. L'augmentation du rayon peut réduire les marques. Mais parfois, même les plus petites marques sont inacceptables, comme les plaques peintes ou polies avant le pliage. Des inserts en nylon peuvent être utilisés pour éliminer les indentations, comme illustré dans la figure ci-dessous. Le pliage sans indentation est particulièrement important pour les pièces manufacturées d'aéronefs ou d'aérospatiales, car il est difficile pour les inspecteurs d'inspecter une pièce à l'œil nu et de distinguer les rayures et les fissures.

Produits connexes
 Comment choisir le tonnage de la presse plieuse hydraulique
Comment choisir le tonnage de la presse plieuse hydraulique- WILA Solution efficace de pliage de plaques moyennes et épaisses
- Utiliser les compétences de la machine à cintrer CNC
- Séquence de pliage conventionnelle et spécification d'utilisation quotidienne du moule de la machine à cintrer
- Calcul de la force de flexion lors du pliage libre d'une machine à cintrer les tôles
- De quoi sont faites les matrices de presse plieuse ? Qu'est-ce que l'outillage de presse plieuse ?
- Combien de types de presse plieuse hydraulique
- Pourquoi ajouter un système de compensation à une presse plieuse plieuse
- Qu'est-ce que le couronnement de la presse plieuse
- Comment calculer la tolérance de pliage pour votre presse plieuse