Les plaques moyennes et épaisses sont largement utilisées dans divers domaines comme pièces de contrainte, telles que les bulldozers, les excavatrices, les chargeuses, les voitures de chemin de fer et d'autres machines de construction et locomotives. Les plaques moyennes et lourdes désignent généralement des plaques métalliques d'une épaisseur comprise entre 4,5 et 25 mm. Les méthodes de formage des tôles moyennes et lourdes comprennent principalement : le formage par pliage de presse plieuse, le formage de laminoir et le formage à façon. Le pliage (pliage) est une méthode de formation de gamme de produits largement utilisée et abondante pour les plaques moyennes et épaisses.
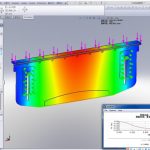
Les difficultés du pliage des plaques sont les pièces longues, la pression élevée, le formage difficile, le faible rendement et la précision difficile à contrôler. Le résultat final du pliage est une réflexion complète des paramètres du matériau, des paramètres du processus et des paramètres du moule. Une conception raisonnable de ces paramètres est la clé pour améliorer les performances de flexion des plaques moyennes et épaisses.

Le tonnage de presse plieuse (presse plieuse plieuse)
Le premier problème auquel est confronté le pliage de plaques moyennes et épaisses est la sélection du tonnage de la plieuse de presse plieuse, et si la capacité portante du montage et du moule répond aux exigences.
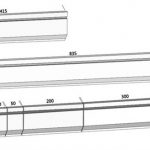
La force F est appliquée par la presse plieuse pour entraîner le mouvement mutuel entre les moules supérieur et inférieur, pliant ainsi la plaque. Pour le pliage de plaques d'acier au carbone à 90°, WILA donne la valeur empirique de la charge de contrainte de la plaque, comme indiqué dans le tableau 1. Lorsque l'épaisseur de l'acier au carbone est de 20 mm, la matrice inférieure avec V = 160 mm peut être sélectionnée. À ce moment, la charge de force de la machine à cintrer est de 150 t/m.
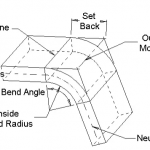
F=force par unité de longueur (t/m);
S= épaisseur du matériau (mm) ;
ri= rayon de courbure du coin intérieur (mm) ;
V = taille d'ouverture de matrice inférieure (mm) ;
B= bord de bride le plus court (mm) );
aluminium : F×50% ;
alliage d'aluminium : F×100% ;
acier inoxydable : F×150 % ;
estampage et pliage : F×(3~5)

Pince hydraulique lourde
Les méthodes de charge des pinces hydrauliques supérieures robustes WILA incluent la charge supérieure et la charge d'épaule, et la charge maximale est de 250 t/m et 800 t/m respectivement. La surface d'appui du luminaire adopte la technologie de trempe profonde CNC. La dureté Rockwell est de 56 ~ 60HRC et la profondeur de durcissement peut atteindre 4 mm, ce qui présente une dureté élevée et une forte résistance à l'usure. La pince hydraulique utilise un serrage rapide hydraulique et l'expansion du tuyau hydraulique entraîne le mouvement de la goupille de serrage de sorte que le moule est automatiquement assis et que la ligne de pliage est automatiquement centrée. Pour un moule de cintrage d'une longueur totale de 6 mètres, il ne faut qu'environ 5 secondes pour que le serrage hydraulique soit complètement serré, et l'efficacité d'utilisation complète est 3 à 6 fois supérieure à celle du système de serrage manuel ordinaire.

Établi de compensation de machinerie lourde
Pour le pliage de plaques moyennes et épaisses, la nouvelle version de la table de compensation mécanique pour charges lourdes de WILA peut non seulement répondre facilement aux exigences de charge, mais également compenser la déviation et la déformation de la machine à cintrer. L'établi de compensation mécanique adopte un serrage hydraulique, la précision de surface peut atteindre ± 0,01 mm, la dureté du puits de roche est de 56 ~ 60HRC et la profondeur de durcissement peut atteindre 4 mm. L'établi de compensation mécanique adopte l'interface d'installation universelle UPB de WILA, qui est facile à installer et a une plus grande précision. Il possède également ses propres réglages de direction Tx et Ty, qui peuvent garantir que l'établi et la butée arrière restent parallèles dans les directions avant et arrière, et peuvent effectuer une correction de déviation angulaire locale.

Matrice de pliage lourde/outillage
En raison de l'épaisseur de la plaque, le moule inférieur avec une plus grande taille d'ouverture (V24 ~ V300) et le moule avec une plus grande capacité portante sont généralement sélectionnés pour le pliage de plaques moyennes et épaisses. Les dimensions globales du moule sont généralement importantes et le poids du moule a dépassé la capacité de manipulation normale de l'opérateur. À l'aide de roulements à rouleaux, la technologie brevetée E2M (Easy to Move) de WILA permet aux opérateurs de déplacer des moules de cintrage lourds de manière pratique, sûre et rapide, ce qui réduit considérablement le remplacement des moules et le temps de réglage de la machine.
Des moules de cintrage avec différentes formes de couteau et des ouvertures de moule inférieures qui répondent aux besoins des clients peuvent être fournis, tels que des couteaux droits, des cimeterres à col de cygne, des moules à filets et des moules multi-V. Grâce à un meulage précis des pièces clés, la précision dimensionnelle du moule atteint ± 0,01 mm. Grâce au traitement de la technologie de trempe et de durcissement en profondeur CNC, la dureté du moule peut atteindre 56 ~ 60HRC et la profondeur de la couche durcie peut atteindre 4 mm.

Pour le cintrage de plaques moyennes et épaisses avec différentes épaisseurs de plaque, WILA propose également des moules Multi-V, qui sont disponibles sous deux formes : port en V réglable automatique et port en V réglable manuellement, comme illustré à la Figure 6. Par le moteur à commande numérique ou le bloc de réglage, la taille d'ouverture en V du moule inférieur peut être ajustée arbitrairement en fonction des caractéristiques de la plaque, ce qui est particulièrement adapté au pliage de plaques moyennes et épaisses à rebond élevé et à haute résistance. Dans le même temps, le moule Multi-V est livré avec des rouleaux durcis à faible coefficient de frottement, ce qui peut réduire considérablement les plis externes des pièces de flexion, et en même temps, il peut réduire la flexion de 10 % à 30 % par rapport à le moule inférieur traditionnel.

Produits connexes
 Comment choisir le tonnage de la presse plieuse hydraulique
Comment choisir le tonnage de la presse plieuse hydraulique- Utiliser les compétences de la machine à cintrer CNC
- Le principe de fonctionnement et la composition de la presse plieuse CNC
- Comment choisir la matrice appropriée de la plieuse de presse plieuse
- Séquence de pliage conventionnelle et spécification d'utilisation quotidienne du moule de la machine à cintrer
- Pourquoi ajouter un système de compensation à une presse plieuse plieuse
- Comment calculer la tolérance de pliage pour votre presse plieuse
- Moule de machine à cintrer de frein de presse de la Chine
- De quoi sont faites les matrices de presse plieuse ? Qu'est-ce que l'outillage de presse plieuse ?
- Avantages et inconvénients de la presse plieuse