Avantage de la presse plieuse hydraulique CNC

1. Opération facile
La presse plieuse CNC est très facile à utiliser et est une machine moins exigeante en main-d'œuvre. L'opérateur peut ainsi manipuler plusieurs machines à la fois. Ces machines peuvent être simplement actionnées via le toucher, la sensation et le son de l'opérateur. En plus de cela, ils sont très conviviaux et disposent d'un système de contrôle très puissant.
2. Programmation flexible
La programmation flexible de la presse plieuse CNC permet à l'opérateur de contrôler la machine en anglais simple ou dans toute autre langue appropriée.

Les différents types d'opérations pouvant être effectuées sont également disponibles sous forme d'options dans le menu. Une fois l'opération requise choisie, une autre liste de questions apparaît à l'écran concernant les temps de cycle, les matériaux, les pressions et d'autres éléments liés au processus de production. Et une fois que l'opérateur a entré les réponses dans la machine, les valeurs sont affichées à l'écran pour confirmation avant de commencer la tâche associée.
3. Conception moderne
La presse plieuse CNC intègre une conception moderne qui permet à l'opérateur d'organiser facilement la séquence de plis. Il aide également l'opérateur à fabriquer rapidement le produit requis. De plus, l'opérateur n'a plus à estimer la quantité de pression requise pour créer un degré de courbure spécifique. Même les autres facteurs tels que la longueur de la bride, le type de matériau, la quantité d'épaisseur et le degré de courbure peuvent être directement entrés dans l'unité de commande CNC. La pièce à fabriquer peut également être visualisée en version finie 2D ou 3D. De plus, une fois la première pièce programmée sur la machine ou via un PC hors ligne, un opérateur moins qualifié peut également produire facilement les pièces suivantes.

4. Il y a deux échelles linéaires installées sur des plaques "C" des deux côtés.
Nous le fixons sur la table de travail pour éliminer l'effet ion de déviation pendant le travail. L'échelle linéaire inspectera les deux positions finales du vérin (Y1, Y2) et enverra un signal. Après avoir été amplifié par un amplificateur CNC, le signal sera renvoyé à l'ordinateur. Ensuite, l'ordinateur contrôlera le volume d'huile qui va entrer dans les cylindres. Ainsi, le parallélisme du vérin et de la table de travail peut être contrôlé sous ± 0,01 mm.
5. Polyvalence : Pliez toutes les épaisseurs et tous les types de matériaux (dans les limites physiques des freins), y compris les pièces complexes telles que les châssis/supports électroniques.
6. Le système DELEM dispose de fonctions de test automatique et d'autodiagnostic. De plus, la programmation comprend les tailles de plaque à plier, les dimensions de la pièce à usiner et le choix des outils. Ensuite, le système CNC pourrait calculer automatiquement la force de flexion et la position de la jauge arrière et du vérin. Le relais de temps de pénétration et de pression du bélier peut également être calculé. Une vanne proportionnelle électro-hydraulique d'excellente qualité peut assurer la synchronisation des deux cylindres ainsi qu'une bonne capacité à traiter la charge excentrique.

7. La jauge arrière adopte une vis à billes roulante et une voie de guidage roulante, de sorte que la précision de positionnement répétée de l'axe X puisse atteindre ± 0,1 mm.
8. Les pièces coulissantes principales telles que les cylindres, la tige de piston, la voie de guidage sont toutes traitées contre l'usure.
9. Le système CNC contrôlera la course du vérin et de la jauge arrière de la presse plieuse hydraulique CNC avec une bonne précision.
Inconvénient de la presse plieuse hydraulique CNC
1. Manutention des matériaux : Difficulté à manipuler les grandes feuilles
2. Outillage : Outillage inférieur et supérieur requis
3. La longueur de la bride doit s'étendre à travers la matrice pendant toute l'opération de pliage, limitant la taille de la bride
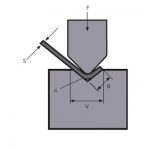
4. Retour élastique : En fin de pliage, un retour élastique se produit du fait de la récupération de la déformation élastique, comme le montre la figure 1. Le phénomène de rebond affecte directement la précision dimensionnelle de la pièce et doit être maîtrisé. Les mesures de processus prises à cet égard sont : ① Méthode de compensation d'angle. Si l'angle de pliage de la pièce est de 90 °, la machine à cintrer sous l'angle d'ouverture de la fente (en forme de V) peut être sélectionnée à 78 °.

Figure 1
Le temps de pressurisation est augmenté par la méthode de correction. Effectuez une correction de pression à la fin du pliage pour prolonger le temps de contact de la matrice supérieure, de la pièce à usiner et de la rainure inférieure de la machine à cintrer afin d'augmenter le degré de déformation plastique au niveau du congé de la rainure inférieure, de sorte que la tendance au rebond des fibres dans la zone de tension et de compression est opposée l'une à l'autre, réduisant ainsi le retour de bombe.
Produits connexes
 Le principe de fonctionnement et la composition de la presse plieuse CNC
Le principe de fonctionnement et la composition de la presse plieuse CNC- WILA Solution efficace de pliage de plaques moyennes et épaisses
- Comment choisir le tonnage de la presse plieuse hydraulique
- Top 10 des fabricants de presses électriques en Chine
- Comment choisir la presse plieuse hydraulique CNC appropriée
- 4 étapes pour connaître le système E21 de cintreuse de tôle CNC
- Qu'est-ce que le couronnement de la presse plieuse
- Comment faire fonctionner la cisaille à guillotine
- Maintenance de la presse hydraulique
- Règles de fonctionnement en toute sécurité de la presse hydraulique