1. Comprendre le processus de pliage : des faits simples

Tolérance de courbure = Angle * (T/ 180)*(Rayon + Facteur K *Épaisseur)Compensation de courbure = Tolérance de courbure-(2 * Recul)
En retrait intérieur = tan (Angle / 2) *Rayon En retrait extérieur = tan (Angle / 2)*(Rayon + Épaisseur)

1) Le rayon obtenu sur une pièce pliée affecte la longueur à laquelle nous devons couper cette pièce (avant pliage).
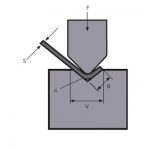
2) Le rayon obtenu au cintrage dépend à 99% de l'ouverture en V avec laquelle on choisit de travailler.
Avant de concevoir la pièce et surement avant de commencer à découper les ébauches, il FAUT savoir EXACTEMENT quelle ouverture en V on va utiliser pour plier la pièce sur la presse plieuse.

2. Comment le rayon affecte les blancs
un rayon plus grand va "pousser" les pattes de notre pièce vers l'extérieur, donnant l'impression que le flan a été coupé "trop long".
un rayon plus petit nécessitera un flan qui devra être coupé « un peu plus longtemps » que si le rayon était plus grand.

3. Allocation de pliage

Les blancs dépliés de la figure ci-dessus seraient calculés comme suit :
B = 150 + 100 + 60 + BA1 + BA2
Comment calculer BA1 et BA2 :
Calcul de la tolérance de flexion
La partie que nous devons réduire des deux jambes une fois qu'elles se chevauchent en devenant à plat, est ce que nous appelons communément «l'allocation de courbure» (ou BA dans l'équation).

Formule de tolérance de flexion
Formule BA pour coudes jusqu'à 90°

Formule BA pour coudes de 91° à 165°

iR= rayon interne
S=épaisseur
Β = angle
Π = 3,14159265….
K = Facteur K
Facteur K
Lors du pliage sur une presse plieuse, la partie intérieure de la tôle est comprimée tandis que la partie extérieure est allongée.
Cela signifie qu'il existe une partie de la feuille où les fibres ne sont ni comprimées ni étendues. Nous appelons cette partie "l'axe neutre".

La distance entre l'intérieur du virage et l'axe neutre est ce que nous appelons le facteur K.
Cette valeur vient avec le matériel que nous achetons et elle ne peut pas être modifiée.
Cette valeur est exprimée en fractions. Plus le facteur K est petit, plus l'axe neutre sera proche du rayon intérieur de la feuille.

Facteur K = réglage fin
Le facteur K affecte notre flan déplié. Pas autant que le rayon de la pièce, mais nous pouvons le considérer comme un calcul de réglage fin pour les ébauches.
plus le facteur K est petit, plus la matière est étendue et donc "poussée vers l'extérieur"…. ce qui signifie que notre jambe deviendra "plus grande".
Estimation du facteur K
La plupart du temps, nous pouvons estimer et ajuster le facteur K lors du réglage fin de nos calculs à blanc.
il suffit de faire quelques essais (sur l'ouverture en V choisie) et de mesurer le rayon de la pièce.
Si vous avez besoin de déterminer un facteur K plus précis, vous trouverez ci-dessous le calcul permettant de déterminer le facteur K exact pour votre virage.

Facteur K : une formule

Résolution de l'exemple :
B = 150 + 100 + 60 +BA1 + BA2
Estimation du facteur K
B1 : R/S=2 => K=0,8
B2 : R/S=1,5 => K=0,8
Les deux coudes sont à 90° ou moins :

ce qui signifie:
B1 = 3,14 x 0,66 x (6 + ((4×0,8)/2) – 2 x 10
B1 = -4,25
B2 = 3,14 x 0,5 x (8 + ((4×0,8)/2) – 2 x 12
B2 = -8,93
donc:
B = 150 + 100 + 60 + (-4,25) + (-8,93)
B = 296,8 mm
Produits connexes
 De quoi sont faites les matrices de presse plieuse ? Qu'est-ce que l'outillage de presse plieuse ?
De quoi sont faites les matrices de presse plieuse ? Qu'est-ce que l'outillage de presse plieuse ?- Qu'est-ce que le couronnement de la presse plieuse
- Comment choisir le tonnage de la presse plieuse hydraulique
- Foire de Canton
- WILA Solution efficace de pliage de plaques moyennes et épaisses
- Comment choisir la matrice appropriée de la plieuse de presse plieuse
- Séquence de pliage conventionnelle et spécification d'utilisation quotidienne du moule de la machine à cintrer
- Pourquoi ajouter un système de compensation à une presse plieuse plieuse
- Utiliser les compétences de la machine à cintrer CNC
- Calcul de la force de flexion lors du pliage libre d'une machine à cintrer les tôles