Séquence de pliage conventionnelle
1. Côté court d'abord et côté long d'abord : D'une manière générale, lorsque les quatre côtés sont pliés, plier d'abord le côté court puis le côté long est bénéfique pour le traitement de la pièce et l'assemblage du moule de cintrage.
2. Périphérique d'abord, puis milieu : Dans des circonstances normales, il part généralement de la périphérie de la pièce et se plie vers le centre de la pièce.
3. Partielle d'abord, puis entière : S'il y a des structures à l'intérieur ou à l'extérieur de la pièce qui sont différentes des autres structures de flexion, généralement ces structures sont pliées en premier, puis d'autres pièces.
4. Tenez compte de la situation d'interférence et organisez la séquence de pliage de manière raisonnable : la séquence de pliage n'est pas statique et la séquence de traitement doit être ajustée de manière appropriée en fonction de la forme de pliage ou des obstacles sur la pièce.

Spécification d'utilisation quotidienne du moule de la machine à cintrer
1. Allumez la machine à cintrer les presses plieuses, tournez l'interrupteur à clé, appuyez sur la pompe à huile pour démarrer, la pompe à huile de la machine à cintrer commence à tourner et la machine n'a pas encore commencé à fonctionner.
2. Le réglage de la course nécessite un essai lors du démarrage officiel du moule de la machine à cintrer. Lorsque la matrice supérieure de la machine à cintrer descend vers le bas, il doit y avoir un espace d'épaisseur de plaque. Sinon, cela endommagera le moule et la machine. Le réglage de la course a également un réglage rapide électrique et un réglage fin manuel.
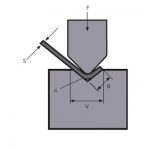
3. Pour la sélection de l'encoche du moule de la machine à cintrer, une encoche de 8 fois la largeur de l'épaisseur de la plaque est généralement sélectionnée. Si vous pliez une feuille de 4 mm, vous devez choisir une fente d'environ 32.

4. Vérifiez le chevauchement et la fermeté des moules supérieur et inférieur de la cintreuse ; vérifier si les dispositifs de positionnement répondent aux exigences du traitement. Vérifiez fréquemment le chevauchement des moules supérieur et inférieur ; si les instructions du manomètre sont conformes à la réglementation.
5. Lorsque la feuille est pliée, elle doit être compactée pour éviter que la feuille ne se soulève et ne blesse l'opérateur pendant le pliage.
6. L'alimentation électrique doit être coupée lors du réglage de la matrice de tôlerie et l'opération doit être arrêtée.
7. Lors du changement de l'ouverture de la matrice inférieure de la cintreuse variable, aucun matériau n'est autorisé à entrer en contact avec la matrice inférieure.
8. Il est interdit d'utiliser des matrices de cintreuse pour plier des plaques de fer trop épaisses ou des plaques d'acier trempé, des aciers alliés de haute qualité, des aciers carrés et des tôles qui dépassent les performances de la cintreuse de tôle pour éviter d'endommager la machine-outil .
9. Éteignez la cintreuse et placez des blocs de bois sur les moules inférieurs sous les cylindres des deux côtés pour abaisser la plaque coulissante supérieure sur les blocs de bois. Quittez d'abord le programme du système de contrôle, puis coupez l'alimentation électrique.

Produits connexes
 Règles de fonctionnement en toute sécurité de la presse hydraulique
Règles de fonctionnement en toute sécurité de la presse hydraulique- Comment choisir la matrice appropriée de la plieuse de presse plieuse
- Utiliser les compétences de la machine à cintrer CNC
- WILA Solution efficace de pliage de plaques moyennes et épaisses
- Comment choisir le tonnage de la presse plieuse hydraulique
- Défauts courants et méthode de dépannage pour la presse hydraulique à quatre colonnes
- Réparation des pannes courantes de la cisaille hydraulique et entretien du système de circuit d'huile
- Pourquoi ajouter un système de compensation à une presse plieuse plieuse
- Qu'est-ce que le couronnement de la presse plieuse
- Comment calculer la tolérance de pliage pour votre presse plieuse