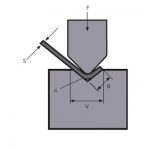
La cintreuse de presse plieuse effectue principalement le cintrage en ligne droite de la plaque. En utilisant des moules simples et des équipements de traitement, la tôle peut être pressée dans une certaine forme géométrique, et elle peut également être traitée par étirement, poinçonnage, poinçonnage et pressage de l'ondulation. Dans la production réelle, la presse plieuse CNC est principalement utilisée pour réaliser le pliage de diverses formes géométriques de boîtes métalliques, de coques de boîtes, de poutres en forme de U et de rectangles. Son traitement présente les avantages d'une grande rectitude de flexion, pas de marques de dents, pas de pelage, pas de rides, etc.
Avec le développement continu de la technologie de fabrication de plieuses CNC, ses avantages tels que la précision de positionnement élevée, la commodité, la compensation des perturbations sans activité et la bonne cohérence des produits traités sont de plus en plus appréciés par la majorité des entreprises de fabrication de tôles. Cependant, avec des souhaits limités, comment mieux utiliser la machine à cintrer et faire jouer pleinement ses fonctions et ses avantages est devenu un problème auquel les fabricants utilisant la machine à cintrer les presses plieuses CNC prêtent attention et doivent résoudre de toute urgence. Dans le processus de fabrication et d'utilisation à long terme, Zhongrui a efficacement élargi les fonctions de la machine à cintrer et accumulé de l'expérience grâce à l'ajout d'outils auxiliaires, à la transformation des moules existants et à l'utilisation flexible du site. Cet article prend comme exemple la presse plieuse CNC DA66T de Zhongrui et présente les compétences utilisées en détail.
Ajouter des outils auxiliaires
Si vous souhaitez rendre la machine-outil de presse plieuse flexible et facile à utiliser, l'ajout d'outils auxiliaires est essentiel. L'augmentation de l'outillage auxiliaire peut non seulement élargir la gamme de traitement de la machine-outil de pliage CNC, mais également améliorer l'efficacité du traitement.
1) Plaque de transition (plaque médiane assistée pour moule rapide)
La hauteur d'ouverture de la cintreuse se réfère à la distance entre les tables de travail supérieure et inférieure. Étant donné que la plieuse CNC DA66T a une plus grande hauteur d'ouverture, envisagez d'utiliser une grande ouverture pour étendre la plage de traitement. Comme le montre la figure 1, l'ajout d'une autre plaque de transition à la plaque de transition d'origine peut augmenter la hauteur de flexion latérale de la pièce (jusqu'à 85 mm), de sorte qu'un traitement en profondeur avec des bords de flexion latéraux plus élevés puisse être effectué. La planche de transition auto-fabriquée peut personnaliser la largeur de la planche de transition en fonction de vos propres pièces communes, et elle convient parfaitement au traitement de pièces de petite largeur avec des bords de flexion plus élevés des deux côtés.

2) Coin du panneau avant
Comme le montre la figure 2, l'avant de la machine est équipé d'un coin, qui permet de placer de petites pièces et de réduire le temps de prise de pièces. En même temps, une petite table de travail est installée pour faciliter le traitement et la collecte de petites pièces.

Utiliser pleinement le moule
L'utilisation de la presse plieuse CNC repose principalement sur les moules supérieur et inférieur. Si le nombre de moules est petit et que l'application n'est pas flexible, la plage de traitement de la machine-outil sera considérablement restreinte. Par conséquent, dans des conditions fixes, comment maximiser la fonction du moule existant grâce à une combinaison optimisée et à une transformation partielle est un problème auquel chaque utilisateur de machine-outil doit réfléchir. Ce qui suit est la fonction d'extension que nous utilisons en changeant le moule de la machine à cintrer CNC Introduction.
1) Pointe de meulage de matrice supérieure R
Lorsque la matrice supérieure est utilisée pendant une longue période, l'usure de sa pointe changera de manière irrégulière. La hauteur du moule change et la précision de pliage ne peut pas être garantie. En meulant, en corrigeant la pointe R et en l'associant à une rainure en forme de V plus grande, des plaques épaisses peuvent être pliées. Cela prolonge la durée de vie du moule.
2) Changer les moules de ferraille pour obtenir le nivellement
En l'absence d'une matrice de pliage composite, la résolution du problème de formage de la manière d'appuyer sur le bord mort en est un exemple. Le bord mort est une forme pliée dans laquelle deux couches se chevauchent et est généralement utilisée pour le renforcement. Généralement, la planche de plus de 2 mm n'a presque pas de bords morts à la presse. Appuyez sur le bord mort doit être formé par une matrice de pliage composée, et il doit être divisé en plus de deux processus à former.
La méthode couramment utilisée consiste à utiliser une matrice de pliage composée, comme le montre la figure 3. Dans la première étape, le matériau est plié à 30°, et dans la deuxième étape, l'angle de pliage de 30° est placé à l'extrémité avant du moule composé, et le matériau est plié en un bord mort. Mais nous n'avons pas de matrice de pliage composite, seulement une matrice de pliage à angle aigu de 30°. Complétez la première étape de la matrice de pliage composite avec le moule existant, et la deuxième étape ne peut que trouver une autre méthode. Dans la deuxième étape, les moules supérieur et inférieur sont tous les deux plats. Après analyse, la partie centrale du moule inférieur à double rainure en V existant peut être utilisée comme partie plane, et le moule supérieur recherche un plan. Sortez le moule supérieur mis au rebut existant et meulez le bord du couteau dans un style plat, résolvant ainsi le problème de formation de la presse sur le bord mort.

L'utilisation de cet ensemble de moules modifiés peut également être aplatie. Dans le traitement réel, les opérateurs de machines-outils commettent parfois des erreurs, notamment en pliant des bords ou des dimensions de pliage qui ne sont pas égales. Dans le cas où les exigences de surface de la pièce ne sont pas élevées, il est dommage de mettre la pièce au rebut, uniquement pour aplatir le bord de pliage. Le knock-out est très laborieux, mais il peut être facilement nivelé en utilisant la combinaison de moules ci-dessus. Les pièces peuvent être facilement pressées à la main sur les moules supérieur et inférieur, puis les pièces sont aplaties par la machine à cintrer CNC.
Compétences pendant l'exploitation
1) Placement des matrices de pliage et des matériaux de traitement
Lors de l'élaboration du plan, les facteurs suivants doivent être pris en compte :
une. Disposez ensemble des matériaux de même épaisseur;
b. Disposer les moules d'un même modèle ensemble ;
c. Des moules de forme similaire sont disposés ensemble.
Cela peut réduire le temps et la fréquence de remplacement du moule.
2) Positionnement à angle droit des pièces étroites et petites
Lorsque la partie pliée est étroite et longue, elle n'est pas facile à localiser. Lors du traitement, il arrive souvent que le positionnement post-décisionnel et la partie pliée soient faciles à incliner. Par conséquent, en utilisant la méthode utilisée sur la figure 4, le moule est collé au moule inférieur pour assurer un angle droit. Lors d'un pliage comme celui-ci, la pièce n'est pas facile à incliner.

3) Pliage de pièces triangulaires
Lorsque les pièces de flexion sont pliées, les pièces à angle vif ne sont pas faciles à rapprocher de la règle arrière. Généralement, lorsque la plus petite dimension L ≤ 10 mm règle immédiatement à l'arrière, le dispositif de positionnement doit être envisagé. Dans le travail réel, la conception et le processus sont faciles à négliger, et de tels problèmes se produisent souvent. Lors du traitement, en fonction de la taille de la pièce, il est déterminé qu'une seule pièce est alignée avec la matrice de pliage et la double pièce est alignée avec le support.
4) Ajouter une plaque mince R
En raison des différents besoins des clients, la valeur R requise sur le bord de flexion est également différente. En cours de traitement, pour les pièces qui ne nécessitent pas une grande précision dimensionnelle, utilisez une plaque de support pour augmenter la valeur R afin que la valeur R requise puisse être obtenue après le pliage. Selon les exigences de conception, R fait référence à la relation entre V et R intérieur pour sélectionner l'épaisseur de la plaque et la plier dans la forme illustrée à la figure 5. Lors de l'utilisation, utilisez une pince pour serrer le moule supérieur. Cette méthode est facile à utiliser et peut être utilisée en plusieurs couches.

5) Pièce unique et paramètres de moule multiples
Zhongrui a utilisé la cintreuse CNC DA66T avec 2 vérins hydrauliques comme démonstration. Essayé la configuration multi-moules illustrée à la figure 6, c'est-à-dire que les moules supérieur et inférieur du même modèle sont installés en sections à la fois, ce qui peut terminer le traitement de plusieurs plis de la pièce entière, réduisant ainsi le temps d'installation du moule et la manipulation répétée des pièces. À l'heure actuelle, la matrice supérieure de cintrage à hauteur égale est apparue sur le marché. La hauteur du moule supérieur est uniforme et des moules de formes différentes peuvent également être utilisés sur la même table. De cette manière, il est possible d'effectuer le cintrage segmenté de différents moules.

6) Enregistrements de programme de pièces typiques
Une fois les pièces typiques traitées, les paramètres de traitement doivent être enregistrés à temps et le programme doit être stocké dans la zone de stockage de la machine à cintrer avec le numéro de dessin de la pièce, afin qu'il puisse être réutilisé à l'avenir, réduisant considérablement une série de préparations avant pliage. Vous pouvez également créer un tableau contenant les paramètres spécifiques du nom de la pièce, du numéro de dessin, des graphiques, du matériau et des paramètres de pliage. La table est divisée en plaques d'acier, plaques d'aluminium et plaques d'acier inoxydable. Chaque type se distingue par l'épaisseur du matériau. Le temps nécessaire pour trouver des pièces typiques sera réduit. Combiné avec la carte de processus, il s'agit d'une instruction de traitement très complète. Même les nouveaux employés peu expérimentés peuvent suivre les invites pour traiter les pièces.
7) La longueur du moule n'est pas suffisante pour plier en sections
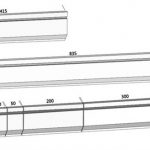
Lors du traitement sur site, il arrive souvent que la longueur du moule soit inférieure au bord de pliage. Étant donné que de nombreux moules spéciaux sont déterminés en fonction de l'utilisation de produits fixes, la méthode de pliage segmenté est utilisée lorsque la longueur du moule est inférieure au bord de pliage. Lorsque la longueur du moule est proche du bord de flexion, déchirez le bord perpendiculairement au bord de flexion, puis pliez le bord de flexion à la taille requise en sections. La figure 7a est la moitié gauche de la partie courbée et la figure 7b est la moitié droite de la partie courbée.

8) Utiliser le goujon sur la jauge arrière pour positionner
Lorsque la taille de la pièce pliée est grande et que vous utilisez une jauge arrière pour la positionner, les pièces coulent souvent en raison de leur propre poids, la pièce tenue à la main est courte et l'opérateur n'est pas facile à tenir la pièce. Afin d'assurer le niveau des pièces, un opérateur doit être disposé à la règle arrière pour maintenir les pièces à niveau à la main. Par conséquent, lors du traitement de telles pièces, 2 opérateurs doivent être organisés. Dans le travail, on constate que la jauge arrière peut être abaissée à une certaine taille, et les goujons sur la jauge arrière sont utilisés pour le positionnement, et les pièces sont placées horizontalement sur la jauge arrière. Cela réduit non seulement le nombre d'opérateurs, mais garantit également efficacement la précision d'usinage.
9) Flexion de forme fermée profonde
Dans le traitement réel, le traitement de pliage de forme fermée profonde peut être utilisé de manière flexible. En l'absence d'une matrice de cintrage profond de type fermé, lors du cintrage des pièces comme représenté sur la figure 7, l'état de serrage représenté sur la figure 8 est adopté. Séparez le panneau de transition, la distance est légèrement supérieure à la largeur de la pièce et la taille est allouée raisonnablement, et deux pièces peuvent être pliées à la fois.

Les méthodes et techniques de traitement présentées ci-dessus peuvent résoudre les problèmes de traitement d'un grand nombre de pièces similaires dans des produits, et sont très adaptées au développement de produits avec plusieurs variétés, de petits lots et des cycles de production courts. Grâce à ces procédés, non seulement les dépenses d'outillage peuvent être économisées, mais également le cycle de production et de traitement peut être raccourci, le coût de production est réduit et la qualité du produit est améliorée. Ces méthodes de traitement et ces compétences d'utilisation peuvent également être appliquées et promues sur des presses plieuses à commande numérique avec des structures similaires.
Produits connexes
 Comment choisir le tonnage de la presse plieuse hydraulique
Comment choisir le tonnage de la presse plieuse hydraulique- WILA Solution efficace de pliage de plaques moyennes et épaisses
- Comment choisir la matrice appropriée de la plieuse de presse plieuse
- Séquence de pliage conventionnelle et spécification d'utilisation quotidienne du moule de la machine à cintrer
- Pourquoi ajouter un système de compensation à une presse plieuse plieuse
- Le principe de fonctionnement et la composition de la presse plieuse CNC
- Moule de machine à cintrer de frein de presse de la Chine
- Comment calculer la tolérance de pliage pour votre presse plieuse
- Qu'est-ce que le couronnement de la presse plieuse
- Guide ultime 2021 de la machine de freinage en métal