Présentez brièvement le processus de production de l'évier en acier inoxydable. La production d'éviers en acier inoxydable comprend généralement la sélection des matières premières, les processus de production, le traitement de surface, etc. Généralement, ces trois étapes sont nécessaires, dont la sélection des matières premières et les processus de production et de traitement sont les plus importants.
Sélection des matières premières
À l'heure actuelle, les matériaux en acier inoxydable couramment utilisés par les fabricants nationaux d'éviers en acier inoxydable sont des plaques en acier inoxydable de 0,8 à 1,0 mm d'épaisseur, qui conviennent le mieux à la production d'éviers. Si la plaque est trop fine, cela affectera la durée de vie et la résistance de l'évier. Si l'assiette est trop épaisse, il est facile d'endommager la vaisselle lavée.

Processus de production
Il existe deux procédés principaux de traitement des vasques en inox : le soudage et le formage ponctuel.
1. Méthode de soudage
La méthode de soudage consiste à poinçonner la surface de la rainure et le corps de la rainure séparément, puis à connecter les deux par soudage, et à remplir et polir la surface de la soudure. Généralement, il n'y a aucune trace de soudure sur l'aspect avant. Cette méthode de production et de traitement est simple et peut être réalisée par un petit équipement de poinçonnage et des moules simples. Généralement, des plaques en acier inoxydable de 0,5 à 0,7 mm sont utilisées. Cette méthode de traitement a moins de perte pendant le processus de production et le coût est relativement faible. Par conséquent, le prix de l'évier en acier inoxydable produit par cette méthode est relativement bas. Maintenant, tant qu'il s'agit d'un produit d'un fabricant régulier, le processus de soudage est soudé par soudage par résistance à la vague à commande numérique et la qualité est réussie. Il existe deux façons :
1) La première est la soudure périphérique du bassin et du panneau, également appelée soudure à la molette (soudure du fond).
Son avantage est sa belle apparence. Après un traitement rigoureux, il n'est pas facile de trouver des soudures et la surface de l'évier est plate et lisse. L'inconvénient est que certains consommateurs doutent de sa robustesse. En fait, la technologie de soudage actuelle comprend principalement le soudage à l'arc sous-marin et le soudage par résistance à commande numérique le plus avancé, et la qualité est passée. L'inconvénient de cette méthode de soudage est qu'elle consomme trop de matière et qu'elle doit poinçonner deux tôles d'acier.
2) L'autre est le soudage bout à bout de deux bassins simples en un seul, également appelé soudage bout à bout.
L'avantage est que le bassin et le panneau sont intégralement étirés et formés, ce qui est solide et durable. L'inconvénient est que les traces de soudure sont faciles à voir et que la planéité est légèrement moins bonne. En effet, certains éviers dits à double cuve en une étape ne sont pas emboutis d'une seule pièce de matériau mais sont soudés sur mesure par deux vasques simples. Lorsque vous l'achetez, vous pouvez faire attention au joint de soudure qui se trouve au milieu des deux éviers, visible de l'autre côté. Une plaque est perforée dans deux éviers. Une telle technologie n'existe pas dans le monde. La chose la plus difficile à faire pour le pot soudé bout à bout est d'assurer la surface plane du pot. Si cela peut être garanti, alors c'est vraiment le meilleur moyen. Parce qu'il utilise le même matériau que l'étirement global, il peut également résoudre le problème d'étirement de l'étirement conjoint.
La qualité de soudage de l'évier est le facteur le plus critique affectant la durée de vie de l'évier. Une bonne soudure peut empêcher la rouille et le dessoudage. La soudure doit être lisse, lisse, serrée, exempte de fausses soudures, de taches de rouille et de bavures. Toutes les vasques doubles dont la profondeur dépasse 18cm sont soudées. Parce que le réservoir à double bassin est étiré de plus de 18 cm en même temps (la profondeur du réservoir, pas la hauteur totale du réservoir et le côté du réservoir)), c'est la profondeur limite de la technologie de traitement.
2. Méthode d'étirement intégrale de formation unique (principalement utilisée pour une seule rainure)
Cette méthode de traitement des éviers en acier inoxydable est constituée d'une feuille entière de matériau, ce qui nécessite un équipement de traitement et des moules relativement élevés. Étant donné que le formage unique nécessite une qualité et une ductilité élevées de la tôle, celle-ci est généralement poinçonnée avec une tôle d'acier inoxydable de 0,8 à 1 mm d'épaisseur. Utilisez des moules intégrés et des équipements de poinçonnage importés. En raison de la grande perte de coupe du bord de la feuille dans la production du procédé de moulage en une seule fois et de l'investissement élevé dans les moules et l'équipement, le coût est élevé. Par conséquent, l'évier en acier inoxydable produit par cette méthode est plus cher.
Le processus de fabrication par moulage unique est très populaire et son processus de fabrication est difficile. Ce type de technologie de production est très exigeant, et le processus de formage en une seule pièce est un processus particulièrement important, qui nécessite un matériau en tôle d'acier de haute qualité. Il a résolu le problème de fuite causé par la soudure du corps du bassin que la soudure ne peut pas résister à la corrosion de divers liquides chimiques (tels que détergent, nettoyant pour acier inoxydable, etc.). Mais il y a de nombreuses lacunes dans le rinçage d'une assiette dans un évier, telles que :
1) L'épaisseur globale de l'évier formé est inégale, relativement mince, généralement d'environ 0,7 mm. Cette technologie n'a pas été surmontée à l'heure actuelle, le fond de l'évier est trop fin et la meilleure épaisseur du bassin devrait être de 0,8 à 1,0 mm.
2) L'évier ne doit pas être trop profond. Parce qu'il est trop profond, la paroi de l'évier sera trop fine et cassée, et une eau trop peu profonde éclaboussera facilement, ce qui est gênant à utiliser.
3) L'étirement des réservoirs d'eau nécessite généralement un recuit à haute température, généralement à une température supérieure à 1200 degrés. Après un tel traitement, la rigidité du réservoir d'eau est naturellement affaiblie, et la dureté du réservoir d'eau est définitivement compromise.
4) En termes de traitement des bords, le bassin étiré global est généralement un bordage monocouche. D'une part, il est très possible de couper les mains de l'ouvrier d'installation. Le plus important est qu'il n'y a pas de "nervure de renfort" et que le poids n'est pas assez bon. Dans le même temps, il est difficile d'obtenir l'effet d'étanchéité à l'eau.
5) Le panneau extensible global est difficile à plat.
6) Le coût est trop élevé. En raison des exigences extrêmement élevées en matière de matériaux et de processus, le coût d'un seul bassin est pratiquement augmenté.
L'avantage de l'évier de formage unique est que le matériau est meilleur que celui du bassin soudé, le processus est compliqué et le traitement est difficile. Le processus de soudage de l'évier est simple et la plaque n'est pas bien formée à la fois, mais le prix relatif est un peu moins cher et l'épaisseur de la plaque inférieure est également plus épaisse que celle d'une formation unique. Pour faire simple, il n'y a pas de différence d'utilisation entre un évier soudé et un évier monobloc. Cependant, pour des raisons de processus, l'évier en acier inoxydable intégré ne peut pas être trop profond et il y a un problème d'éclaboussures d'eau. L'avantage le plus important de l'évier intégré est qu'il ne causera pas de problèmes de fuite car l'espace de soudure du bassin n'est pas corrodé par une variété de liquides chimiques (tels que des détergents, des nettoyants pour acier inoxydable, etc.). Mais cet avantage n'a plus aucun avantage en raison de la longue période de garantie.
Traitement de surface
Il existe actuellement quatre types de procédés de traitement de surface pour les éviers en acier inoxydable : l'un est dépoli (brossé), l'autre est le sablage (surface argent nacré mat), le troisième est le polissage (miroir) et le quatrième est le gaufrage.
1. Glaçage (tréfilage)
À l'heure actuelle, le procédé de traitement de surface le plus utilisé dans l'industrie de transformation des éviers en acier inoxydable est le glaçage (tréfilage). Certains fabricants font le processus de glaçage assez simple, et le coût est également faible. Utilisez simplement la meule pour polir. Ces clients n'ont pas d'exigences très élevées sur la surface du matériau. Un petit défaut de surface est éliminé après plusieurs polissages.
À l'heure actuelle, certaines unités de distribution d'acier inoxydable à Wuxi et Zhejiang ont introduit un équipement de broyage d'huile de rouleau entier, ce qui élève le seuil pour les entreprises de traitement des éviers en acier inoxydable. Il faut accorder plus d'attention à la qualité de surface du produit. Bien sûr, l'huilerie de l'ensemble du rouleau est également un test de la qualité de surface du matériau, y compris le style de traitement de surface requis par le client, la direction de la texture, etc. Les défauts qui apparaissent facilement dans ce traitement processus sont la bande de différence de couleur, le motif de vibration, ainsi que l'indentation et la profondeur du motif causées par l'arrêt ou le changement de la courroie pendant le traitement.
2. Sablage (surface argent nacré mat)
L'effet de l'évier en acier inoxydable après le sablage est mat nacré. Son avantage est qu'il ne colle pas à l'huile, et il est très beau. Ce procédé de traitement de surface est très populaire et à la mode en Europe. Dans le traitement de surface de certains appareils électroménagers, presque tous les fabricants d'exportation adoptent ce style de traitement. Le sablage utilise principalement des billes de verre de grenaillage, puis un traitement de surface chimique.
3. Polissage (miroir)
Le polissage (miroir) est un style de traitement de surface largement utilisé au début. Cependant, qu'il s'agisse d'un polissage manuel au début ou d'un polissage mécanique plus tard, c'était la recherche d'une surface lisse et réfléchissante. Plus la surface est plate, plus le degré de réflexion est élevé. Le polissage a des exigences élevées sur le matériau lui-même, et la qualité de la surface est difficile à contrôler pendant le traitement, et c'est aussi le plus facile à rayer. Et après un long moment, l'effet miroir a disparu.
4. Gaufrage
Le style en relief est fait de matériau en relief. Il n'y a pas de stock de ce matériau dans les aciéries nationales et la technologie de production de ce matériau n'est pas disponible pour les usines entièrement sidérurgiques, de sorte que son coût est relativement élevé. Le matériau gaufré est très résistant à l'usure. Je pense personnellement que si la popularité de ce matériau peut être aussi populaire que d'autres matériaux traités en surface, il sera également reconnu par le marché.

Le processus de formage spécifique de l'évier en acier inoxydable
1. Formage par étirement
1) Machine : utilisez généralement une presse hydraulique de plus gros tonnage (200T) ou plus pour étirer la plaque.
2) Moule : L'angle ne doit pas être trop droit, généralement directement au-dessus de φ10, la structure doit être raisonnable.
3) Matériau : généralement, l'épaisseur de la plaque doit être comprise entre 0,8 et 1,0 mm. Si elle dépasse cette plage, même une presse hydraulique 500T sera faible.
4) Traitement thermique: Le réservoir d'eau étiré global nécessite généralement un traitement de recuit à haute température, généralement à une température supérieure à 1200 degrés, pour éliminer la contrainte interne après l'étirement.
5) Traitement de surface : tréfilage, polissage, polissage (généralement lisse).
6) Processus : après avoir ajouté l'huile d'étirage à la matrice, la plaque peut être étirée en douceur, le traitement de recuit après la formation et le traitement de surface.
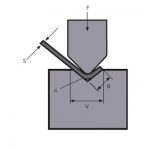
2. Moulage à la main
1) Machine: utilisez généralement une presse plieuse, une presse hydraulique pour le formage et une machine de soudage à l'arc sous argon pour le soudage.
2) Appareils : appareils de cintrage, moules de presse hydraulique.
3) Matériau : étant donné que le processus adopte la flexion, l'épaisseur de la plaque n'est pas limitée et une épaisseur raisonnable est généralement adoptée en fonction de l'économie.
4) Soudage : selon l'épaisseur du matériau, différents courants de soudage peuvent être sélectionnés, par exemple, le courant de soudage inférieur à 220 A est utilisé pour 1,2 mm.
5) Traitement de surface : tréfilage, polissage, polissage (généralement lisse).
6) Processus : généralement, la feuille est d'abord pliée et formée, puis les coutures latérales sont soudées comme une boîte en origami, et enfin un traitement de surface est effectué.
Produits connexes
 Rejoignez-nous pour faire de GRANDES AFFAIRES !
Rejoignez-nous pour faire de GRANDES AFFAIRES !- Comment faire fonctionner la cisaille à guillotine
- WILA Solution efficace de pliage de plaques moyennes et épaisses
- Comment choisir la matrice appropriée de la plieuse de presse plieuse
- De quoi sont faites les matrices de presse plieuse ? Qu'est-ce que l'outillage de presse plieuse ?
- Séquence de pliage conventionnelle et spécification d'utilisation quotidienne du moule de la machine à cintrer
- Foire de Canton
- La cisaille guillotine hydraulique QC11Y 12x6000mm a été livrée en Argentine
- Top 10 des fabricants de cisailles à guillotine
- 1000W 1500W 2000W Machine tenue dans la main manuelle de soudeuse de Laser de Fiber de soudure de Laser pour la tôle d'acier inoxydable